Применение медных труб для подачи воды в помещения ограничивается высочайшей ценой материалов. Но медь и сплавы на ее базе владеют завышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стен.
Хим инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стенок либо перекрытий, не боясь коррозионного разрушения металла.
Разработка пайки медных труб не просит использования брутальных хим реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на базе олова и свинца имеют завышенную адгезию с медью, что упрощает функцию подбора соединительного материала.
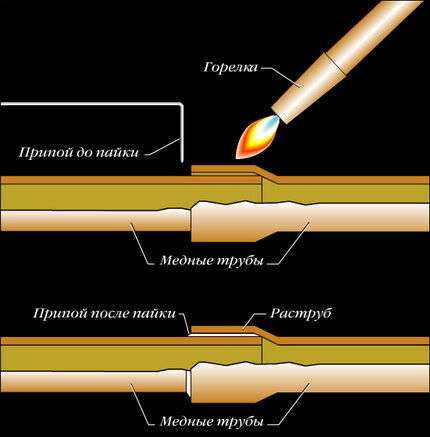
При нанесении припоя не происходит нагрева медного основания до больших температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, по мере надобности приобретенный стык разъединяется методом нагрева шва портативной газовой горелкой.
к меню ↑
1.1 Методы паяния деталей из медиПайка считается хорошим способом соединения медных деталей. В процессе работы расплавленный припой заполняет маленькой зазор меж элементами, образуя при всем этом надежное соединение.
Более всераспространены два метода получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем все-таки они отличаются друг от друга.
Особенности высокотемпературных соединенийВ данном случае процесс соединения частей из меди проходит при температуре превосходящей +450 градусов. В качестве припоя выбираются составы, базу которых составляют довольно тугоплавкие металлы: серебро либо медь.
Они дают крепкий шов, устойчивый к механическим повреждениям и воздействиям больших температур. Такое соединение именуется жестким.
 В процессе высокотемпературной капиллярной пайки температура превосходит 450С, для образования соединения употребляется тугоплавкий припой BAg либо BCuP
В процессе высокотемпературной капиллярной пайки температура превосходит 450С, для образования соединения употребляется тугоплавкий припой BAg либо BCuP
Особенность так именуемой жесткой пайки заключается в отжиге металла, это приводит к его размягчению. Потому, чтоб утраты прочностных черт меди были наименьшими, следует проводить остывание готового шва только естественным методом, без использования искусственного обдува либо опускания детали в прохладную воду.
Жесткое соединение употребляется для труб поперечником от 12 до 159 мм. Высокотемпературная пайка употребляется для соединения газовых труб.
В сантехнике она употребляется в процессе сборки водопроводов для цельной состыковки деталей, поперечник которых превосходит 28 мм. Не считая того, такое соединение употребляется в случаях, когда температура воды, циркулирующей в трубах, может превосходить +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее подготовительного демонтажа.
Низкотемпературная пайка в деталяхМягенькой либо низкотемпературной пайкой именуется соединение медных деталей, в процессе которого употребляется температура ниже +450С. В качестве припоя в данном случае подбираются мягенькие легкоплавкие металлы, к примеру, олово либо свинец.
Ширина шва, образованного таковой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение именуют мягеньким. Оно наименее крепкое, чем жесткое, но имеет ряд важных преимуществ.
 В процессе низкотемпературной пайки появляется так называемое мягкое соединение. Оно наименее крепкое, чем жесткое, потому не может употребляться при соединении газовых труб
В процессе низкотемпературной пайки появляется так называемое мягкое соединение. Оно наименее крепкое, чем жесткое, потому не может употребляться при соединении газовых труб
Основное отличие состоит в том, что в процессе пайки отжига металла не происходит. Соответственно, его крепкость остается прежней.
Не считая того, температура в процессе низкотемпературной пайки не такая высочайшая, как при проведении высокотемпературной. Потому она считается более неопасной. Так именуемые мягенькие соединения употребляются для сборки труб маленького поперечника: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб употребляются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в их воды будет меньше +130 градусов. Для газовых трубопроводов внедрение соединений такового типа строго запрещено.
к меню ↑
1.2 Плюсы и недочеты спаивания проводовПайка приметно выигрывает перед большинством других методик соединения проводов. Из главных ее плюсов отмечается:
- Дешевизна. Довольно 1 раз приобрести паяльничек и набор припоя с флюсом, и получится накрепко спаять тыщи проводов.
- Простота. Научиться воспользоваться паяльничком может быть за 1 час.
- Надежность соединения. Контакт уступает по электронным и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем паче, скрутки не способны обеспечить настолько высококачественный контакт, как пайка.
- Универсальность. Может быть сразу соединять жилы кабелей различного сечения. При этом их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение накрепко.
- Не нужен массивный сварочный трансформатор. Переносить паяльничек еще легче.
У этого метода соединения имеются и недочеты:
- Для работы стандартного паяльничка требуется розетка с сетевым напряжением 220 В. Недочет слабенький. Есть паяльнички, работающие от встроенного аккума и даже от газа. Последние вообщем не требуют электричества.
- Соединение выходит неразборным. Спаянные меж собой провода может быть рассоединить только с помощью паяльничка и повторного расплавления припоя.
к меню ↑
2 Особенности труб из медиХим состав, который применяется при производстве медных труб, на 99% состоит из меди, но допускаются малозначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягенькими (отожжёнными). Во время производства при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно вернуть оковём отжига металла, другими словами, нагрева его до 600—700 градусов с следующим остыванием в естественных критериях. В итоге таких действий медная труба получает некие технологические достоинства перед твёрдой медью. Естественно, мягенькая труба проигрывает в прочности, но зато намного превосходит в пластичности, что наращивает значение её удлинения при разрыве на 40—60%. Это значит, что мягенькую трубу можно просто изгибать, не боясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы владеют такими плюсами:
 долговечность эксплуатации;
долговечность эксплуатации;- крепкость;
- способность просто подвергаться обработке;
- не страшатся уф-излучения;
- выдерживают очень высочайшие температуры;
- безаварийно работают под высочайшим давлением;
- владеют антибактериальными качествами;
- не поддаются коррозии;
- имеют высшую теплопроводимость и гладкую поверхность.
Естественно, более высшую цена меди, в сопоставлении с другими современными материалами можно отнести к её недочетам, но разработка пайки позволяет сберечь на фитингах.
к меню ↑
2.1 Способы пайки медных деталейНеразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних критериях, осуществляется 2-мя способами:
- Высокотемпературный метод — применяется на трубопроводах, эксплуатируемых при больших температурах и с большой нагрузкой. Расплавление припоя этим способом происходит при температуре 600—900℃.
- Низкотемпературный способ — употребляется для систем бытового предназначения. При использовании мягенького припоя нагревание места пайки добивается 450℃, а для твёрдого припоя — более 450℃.
к меню ↑
2.2 Инструменты и приспособленияЕстественно, для пайки медных труб своими руками в стандартном выполнении можно использовать многие элементы, которые нетрудно найти в собственных домашних припасах. В последнем случае придётся приобрести особые приспособления для выполнения технологического процесса пайки. Итак, чтоб произвести высококачественный установка медных изделий может пригодиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления разных заусенцев и закругления места разреза.
- Расширитель труб поможет в почти всех ситуациях обойтись без внедрения фитингов. Для пайки необходимо прирастить поперечник 1-го конца трубы, чтоб туда воткнуть другую заготовку.
- Щётки и ёршики посодействуют очистить от окиси место пайки труб.
- Для увеличения безопасности работ на сопло горелки необходимо установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные поблизости места работы. Это предупредит утраты тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является главным инвентарем для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягеньким припоем.
- Для проведения работы твёрдым либо мягеньким припоем (полупрофессиональные).
- Для воплощения пайки твёрдым припоем (проф).
- Термофеном можно разогреть легкоплавкий припой. Таковой инструмент способен давать струю жаркого воздуха до 650℃.
к меню ↑
3 Расходные материалы и инструментыНе считая труб и фитингов, пригодятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки до работ.
Применение флюса нужно в случае:
- высококачественной чистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- увеличения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На нынешнее время есть последующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- противокоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, малеханьких частиц припоя и добавок специального деяния. Таковой состав нередко применяется на промышленных предприятиях при пайке радиотехнических деталей на интегральных схемах. Форма в виде пасты очень комфортна для нанесения на маленькие детали.
к меню ↑
3.4 Припой и флюсПайка медных труб хоть какого типа происходит с помощью флюса и припоя. Припой — это сплав обычно на базе олова с определенной температурой плавления, но непременно ниже чем у меди. Он подается в зону пайки, разогревается до водянистого состояния и затекает в соединение. После остывания обеспечивает герметичное и крепкое соединение.
Для любительской пайки медных труб своими руками подходят припои а базе олова с добавлением серебра, висмута, сурьмы, меди. Наилучшими числятся составы с добавлением серебра, но они более дорогие, рациональные — с медной добавкой. Еще есть с добавкой свинца, но они не должны употребляться при разводке водопровода. Все эти виды припоя обеспечивают не плохое качество шва и легкую пайку.
 Флюс и припой — нужные расходные материалы
Флюс и припой — нужные расходные материалы
Мягенький припой продается в маленьких катушках-бобинах, жесткий — в пачках, нарезанный на кусочки.
До пайки место соединения обрабатывают флюсом. Флюс — это жидкое либо пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать здесь нечего: подойдет хоть какой флюс для меди. Еще — для нанесения флюса пригодится малая кисточка. Лучше — с натуральной щетиной.
Виды припоевСуществует огромное количество бессвинцовых припоев, которые способны обеспечить достаточно высочайшее качество стыковочных работ. В главном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Наилучшими качествами владеют серебросодержащие припои. Обширное применение получили и трёхкомпонентные виды, в состав которых заходит олово, медь и серебро. Внедрение оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку производят твёрдыми припоями медно-фосфорного состава. Такие составы при соединении 2-ух медных деталей не требуют внедрения флюсов. Очень положительно влияет на качество стыковки однообразный коэффициент теплового расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягенькие — в виде проволоки поперечником 2—3 мм.
к меню ↑
3.5 Соединительные фитинги При отсутствии специального инструмента для высококачественной резки и расширения места соединения, используются технологические медные переходники (фитинги), которые имеют строго регламентированный поперечник раструба.
При отсутствии специального инструмента для высококачественной резки и расширения места соединения, используются технологические медные переходники (фитинги), которые имеют строго регламентированный поперечник раструба.
При всём многообразии видов таких деталей почаще употребляются три главных формы: углы — содействуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения 2-ух труб.
Фитинги имеют достаточно высшую цена, потому многие спецы стараются обойтись без их, обрабатывая место стыковки особыми приспособлениями.
Есть особые фитинги с готовым припоем, который в виде валика размещён по бокам детали. Запаять трубы таким фитингом до боли просто необходимо только соединить поверхности и подогреть их до температуры плавления припоя.
к меню ↑
3.6 ГорелкаДля работы с мягеньким припоем можно приобрести маленькую ручную горелку с разовым газовым баллоном. Эти баллоны крепятся к ручке, имеют объем от 200 мл. Невзирая на миниатюрность, температура пламени — от 1100°C и выше, чего более чем довольно для расплавления мягенького припоя.
На что стоит направить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки размещен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Тем же вентилем перекрывается газ, если горелку нужно потушить. Безопасность обеспечивает оборотный клапан, который при отсутствии пламени перекроет подачу газа.
 Ручная горелка для пайки медных труб
Ручная горелка для пайки медных труб
На неких моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высшую температуру в зоне пайки. По этому горелка с отражателем позволяет работать в самых неловких местах.
При работе в бытовыми и полупрофессиональными моделями нужно быть осторожными — не перегревать агрегат, чтоб не расплавился пластик. Поэтому делать за раз много паек не стоит — лучше дать оборудованию остыть и приготовить в это время последующее соединение.
к меню ↑
3.7 Сопутствующие материалыДля нарезания медных труб нужен труборез либо ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровненького среза с помощью ножовки можно использовать обыденное плотницкое стусло.
 Труборез
Труборез
При подготовке труб их нужно зачищать. Для этого есть особые железные щетки и ершики (для зачистки внутренней поверхности), но возможно обойтись наждачкой со средним и маленьким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше входит в фитинг — его раструб только на толики мм больше, чем внешний поперечник. Так что мельчайшие отличия приводят к трудностям. Но, в принципе, можно все убрать наждачкой. Будет нужно только больше времени.
Еще лучше иметь защитные очки и перчатки. Большая часть домашних мастеров третируют этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, нужные для пайки медных труб.
Подставка для жаркого паяльничкаВо время работы паяльничек не всегда находится в руках. Он может быть отложен в сторону, к примеру, для скручивания проводов в распредкоробке. Паяльничек жаркий, его нельзя класть на горючие либо плавящиеся материалы. Потому для неопасной работы нужна жаростойкая подставка.
Время от времени она идет в комплекте с паяльничком. Хотя ее отсутствие в коробке не критично. Большая часть радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно комфортно и под свою руку расположить баночку с канифолью, припоем и некими маленькими инструментами для пайки.
Оплетка для удаления излишнего припояОплетка не является неотклонимым атрибутом для удачной пайки. Она употребляется для резвого и комфортного удаления излишнего припоя.
Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в границах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал излишний припой. Потом она прижимается жарким жалом паяльничка. Излишний припой начинает расплавляться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип таковой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю воду.
к меню ↑
4 Пошаговая разработка пайки медиПайка медных труб начинается с подготовки соединения. От свойства подготовки зависит надежность соединения, поэтому уделяйте этому процессу довольно времени и усилий.
 Пайка медных труб состоит из нескольких шагов
к меню ↑
Пайка медных труб состоит из нескольких шагов
к меню ↑
Как уже гласили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровненький и гладкий. Если есть хоть маленькие отличия, берем фаскосниматель либо наждачку и доводим срез до эталона.
 Нужно снять окислившийся слой
Нужно снять окислившийся слой
Дальше берем фитинг, вставляем в него трубу. та часть, которая входит в раструб просит чистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Позже ту же операцию проводим с внутренней поверхностью раструба.
к меню ↑
4.2 Нанесение флюсаФлюс наносится на всю зачищенную поверхность — снаружи трубы и снутри фитинга. Здесь никаких сложностей — кисточкой умеренно распределяют состав.
 Идеальнее всего отрезать детали труборезом. Принципиально, чтоб инструмент был высококачественным, по другому не получится избежать деформации медной трубы
Идеальнее всего отрезать детали труборезом. Принципиально, чтоб инструмент был высококачественным, по другому не получится избежать деформации медной трубы
Но при всем этом поперечник изделия малость уменьшится, что не нужно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в данном случае появится огромное количество заусенец, от которых нужно будет избавляться, и пригодится использовать шаблон, чтоб уменьшить косину реза.
Смятие либо овализация среза трубы приведут к противным последствиям, так как непременно изменят размер монтажного зазора. Его величина должна находиться в границах 0,02-0,4 мм. Если зазор получится меньше, в него не сумеет попасть припой. При увеличении зазора не сумеет проявиться капиллярный эффект.
В итоге резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим наименьшую косину реза. С детали непременно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем 2-ой кусок трубы. Берем труборасширитель и с помощью молотка увеличиваем поперечник 2-ой трубы.
 Высококачественная зачистка соединяемых труб неотклонима. Снутри детали не должно остаться заусенец и задиров, которые будут препятствовать перемещению воды
Высококачественная зачистка соединяемых труб неотклонима. Снутри детали не должно остаться заусенец и задиров, которые будут препятствовать перемещению воды
Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию исполняем по всему сечению трубы, помним, что длина соединения должна приравниваться поперечнику детали.
к меню ↑
5.2 Наносим флюс на поверхность трубыПо правилам технологии пайки медных труб, на детали необходимо нанести слой флюса. Берем состав и кисточкой аккуратненько наносим его на внешнюю поверхность трубы, которая будет находиться снутри соединения.
Исполняем операцию очень аккуратненько. Стараемся набрать малое количество раствора и вполне распределяем его по детали. На поверхности не должно остаться излишков флюса.
к меню ↑
5.3 Соединяем детали перед пайкойКак флюс нанесен на детали, их необходимо соединить. Сделать это нужно довольно стремительно, чтоб на мокроватую поверхность не попали частицы загрязнений. Если мы работаем с фитингом либо с раструбом, производим полное соединение частей.
Для этого вращаем их до упора. В процессе вращения детали не только лишь «встают» на место, да и флюс распределяется по монтажному зазору очень умеренно.
 Припой подается на участок пайки тогда, когда детали довольно разогрелись для того, чтоб расплавить его своим теплом
Припой подается на участок пайки тогда, когда детали довольно разогрелись для того, чтоб расплавить его своим теплом
Как это случится, отводим горелку в сторону, чтоб дать возможность припою заполнить капиллярный зазор вполне. Если припой еще не начал расплавляться, нагрев продолжаем. Особенностью низкотемпературной пайки будет то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых частей соединения.
После того, как припой заполнит капиллярный зазор вполне, ему необходимо дать остыть, лучше в естественных критериях. Необходимо держать в голове, что получившееся мягкое соединение имеет невысокую крепкость, потому трогать его в жарком виде воспрещается.
Очередной принципиальный момент. В процессе пайки очень принципиально не перегреть медь. По другому нанесенный на металл флюс разрушится, и, соответственно, не сумеет растворять и удалять оксиды, что резко негативно скажется на качестве соединения.
Потому лучше использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как снутри флюса поблескивают капельки расплава.
Если внедрение пламени по любым причинам неприемлимо, используют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электронных щипцов и паяльничка.
Процедура нагрева и следующего образования соединения паяльничком ничем не отличается от выше описанной. Единственный аспект: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
к меню ↑
5.5 Образование шва при пайке высокотемпературного типаВ процессе таковой пайки для разогрева деталей тоже употребляется газовая горелка. Она заправляется консистенцией пропана с кислородом либо ацетилена с воздухом. Может быть внедрение консистенции ацетилен-кислород.
Мастера советуют прогревать детали умеренно и стремительно. Другими словами процесс разогрева должен быть маленьким. Пылающий в устройстве газ должен давать ярко-синее пламя маленький интенсивности.
 Для разогрева медных деталей при пайке может употребляться особый электронный паяльничек с комфортной ручкой и регулировкой силы нажима
Для разогрева медных деталей при пайке может употребляться особый электронный паяльничек с комфортной ручкой и регулировкой силы нажима
Горелку плавненько перемещаем повдоль грядущего соединения так, чтоб разогрев был очень равномерным. Когда медь нагреется приблизительно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Чтоб он лучше разогрелся, его можно мало прогреть горелкой. Но при всем этом нужно держать в голове, что припой должен расплавиться от нагретых деталей соединения, а никак не от горелки. В эталоне необходимо обеспечить соединению малый нагрев, при котором припой сразу расплавится и с первого раза заполнит монтажный зазор.
Может быть, сходу это не получится, но по мере скопления опыта итог будет улучшаться. После полного наполнения зазора припоем оставляем соединение для остывания. В это время трогать его не рекомендуется. Остывший шов кропотливо протираем, чтоб избавиться от остатков флюса.
Детализированный разбор технологии пайки медных трубопроводов с применением газовой горелки приведен в статье, с содержанием которой мы рекомендуем ознакомиться.
к меню ↑
6 Как верно паять медные трубы своими руками: видеок меню ↑
6.1 ТеорияМедь – один из древних металлов, который употребляется людьми для сотворения разных декорации, приспособлений и коммуникаций. Характеризуется высочайшей пластичностью и розовато-красным цветом, время от времени с золотистым цветом. В домашнем хозяйстве медь более нередко применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.

Принципиально! При пайке водопровода припой для медных труб лучше выбирать без содержания кадмия либо свинца, потому что эти материалы токсичны.
Особенности пайки для кондюковСпаять медные трубки, обычно, можно в несколько шагов:
- Разметка будущей системы остывания.
- Штробление стенок.
- Конкретная сварка медных арматур.
Пайка медных труб для кондиционирования обладает последующими особенностями:
- распил ножовкой не рекомендуется – оставшиеся зазубрины снутри отрезанной детали могут создавать затруднения в проведении газа и жидкостей, также могут стать предпосылкой развития коррозии;
- повышенное внимание уделите дренажной трубе, которая устанавливается под определенным углом, в ином случае будут препядствия с отведением конденсата;
- пуск и проверка остывания проводятся только после полного застывания припоя и остывания медных конструкций.
 В стенке медные конструкции должны находиться в специальной поролоновой либо пластмассовой шубке.
В стенке медные конструкции должны находиться в специальной поролоновой либо пластмассовой шубке.
Принципиально! При пайке медных арматур для кондиционирования огромное значение носит соблюдение всех правил безопасности.
к меню ↑
7 Что необходимо для пайки паяльничкомНе считая самого паяльничка необходимы будут припои, канифоль либо флюсы, лучше иметь подставку. Еще в процессе работы может потребоваться маленький ратфиль и мелкие пассатижи.
к меню ↑
9 Аннотация пайки медных труб и фитинговМетодика пайки по аннотации позволяет получить герметичные паяные соединения меж трубой и фитингами из меди и медного сплава, как в цеховых, так и в полевых критериях.
Способности и познания аннотации нужны для получения отменно спаянного соединения. Потому разглядим технологическую аннотацию пайки, сначала, мягеньким припоем.
к меню ↑
9.1 Предварительная часть: измерение медной трубы и резкаНужно точно измерить длину каждого сектора медной трубы. Следует выделить: некорректность измерений сопровождается риском понижения свойства соединения. Если медная труба чрезвычайно коротка, другими словами не добивается дна чашечки фитинга, такое соединение характеризуется неверным.
Напротив, когда отрезок медной трубы чрезвычайно длиннющий, возникает риск деформации узла, что плохо оказывает влияние на срок службы паяного соединения. Об этом отмечает аннотация пайки, а именно.
 Проведение замеров частей соединительного узла – процедура нужная для четкого формирования монтажного участка на базе медных труб и фитингов Разрезается медная труба на измеренную длину. Резку допускается делать разными методами, но с учётом получения обрезанного торца ровно под прямым углом. Трубу медную рекомендуется резать дисковым ножиком. Также допустимо использовать:
Проведение замеров частей соединительного узла – процедура нужная для четкого формирования монтажного участка на базе медных труб и фитингов Разрезается медная труба на измеренную длину. Резку допускается делать разными методами, но с учётом получения обрезанного торца ровно под прямым углом. Трубу медную рекомендуется резать дисковым ножиком. Также допустимо использовать:
- ножовку,
- абразивный круг,
- стационарную либо переносную ленточную пилу.
Следует принять меры по исключению вероятных деформаций стен в процессе резки медной трубы.
 Нередко применяемый механический ручной инструмент – труборез дисковый, с помощью которого комфортно, стремительно и просто делать ровненький отрез по всей окружности медной трубы
Нередко применяемый механический ручной инструмент – труборез дисковый, с помощью которого комфортно, стремительно и просто делать ровненький отрез по всей окружности медной трубы
к меню ↑
9.2 Аннотация пайки: развёртывание области отрезаТребуется развернуть отрезанные торцы медной трубы до полного внутреннего поперечника, тем удалить микроскопичные заусенцы, безизбежно образующиеся в процессе операции резки.
Если шероховатую внутреннюю кромку не удалить оковём развертывания, существует риск появления эрозионной коррозии из-за локальной турбулентности и увеличенной локальной скорости потока в трубе.
Верно развернутая область медной трубы обеспечивает гладкую поверхность для хода агента во внутренней области. Также следует удалить заусенцы на внешней стороне отрезанной области медной трубы после операции резки, обеспечив тем соответствующее сочленение с чашей фитинга.
 Зачистка трубной поверхности средством традиционного обрабатывающего материала – наждачной бумаги. Аннотация пайки просит использовать тонкодисперсную «шкурку» Капиллярное место меж телом медной трубы и телом фитинга составляет примерно 0,1 мм. Припоем этот зазор заполняется благодаря капиллярному действию.
Зачистка трубной поверхности средством традиционного обрабатывающего материала – наждачной бумаги. Аннотация пайки просит использовать тонкодисперсную «шкурку» Капиллярное место меж телом медной трубы и телом фитинга составляет примерно 0,1 мм. Припоем этот зазор заполняется благодаря капиллярному действию.
Размер зазора является критичным параметром, определяющим эффективность наполнения зазора припоем и, как следствие, крепкость соединения.
Медь — относительно мягенький металл. Разумеется, когда с конца трубки либо фитинга снимается чрезмерное количество материала, очень свободная посадка деталей способна привести к соединению низкого свойства.
Допускается хим чистка сочетаемых поверхностей, если концевые части медной трубы и фитинга кропотливо помыть после таковой операции. Обычно, производители хим средств чистки предоставляют аннотации на этот счёт.
 Выполнение чистки внутренней поверхности фитинга – составляющего компонента соединения, формирующего рабочий узел сектора системы Не следует дотрагиваться к уже очищенным поверхностям медных деталей нагими руками либо масляными перчатками. Жировые отложения кожи рук, также любые смазочные масла, попадающие на зачищенные поверхности сочленяемых деталей, усугубляют процесс пайки.
Выполнение чистки внутренней поверхности фитинга – составляющего компонента соединения, формирующего рабочий узел сектора системы Не следует дотрагиваться к уже очищенным поверхностям медных деталей нагими руками либо масляными перчатками. Жировые отложения кожи рук, также любые смазочные масла, попадающие на зачищенные поверхности сочленяемых деталей, усугубляют процесс пайки.
к меню ↑
9.4 Аннотация пайки: применение флюса под припойПроцесс сотворения паяных соединений непременно подразумевает внедрение флюса. Благодаря обработке поверхностей флюсом, дополнительно растворяются и удаляются следы оксида с поверхностей, подлежащих соединению.
Нанесением флюса очищенные поверхности защищаются от окисления в момент нагревания горелкой. Флюс содействует наилучшему смачиванию поверхностей железным припоем, потому совершенно точно рекомендуется инструкциями ASTM B 813.
 Наложение флюса на тело медной трубы в области сопряжения конечной части с чашей фитинга. Аналогичное действие проводят снутри фитинга. Употребляется рабочая кисточка и защитные перчатки Наносить узкий ровненький слой флюса на поверхность медной трубы и фитинга рекомендуется специальной кистью. Согласно аннотации пайки, делается это немедля после выполнения операции чистки, чтобы исключить образования новых окислов (незапятнанная медь окисляется очень стремительно).
Наложение флюса на тело медной трубы в области сопряжения конечной части с чашей фитинга. Аналогичное действие проводят снутри фитинга. Употребляется рабочая кисточка и защитные перчатки Наносить узкий ровненький слой флюса на поверхность медной трубы и фитинга рекомендуется специальной кистью. Согласно аннотации пайки, делается это немедля после выполнения операции чистки, чтобы исключить образования новых окислов (незапятнанная медь окисляется очень стремительно).
Флюс нельзя наносить пальцами рук. Хим вещества, присутствующие в составе флюса очень вредоносны для глаз, организма, открытых ран.
Не считая того, чрезмерное количество флюса, остаток этого вещества после пайки, часто содействует образованию коррозии, приводящей к перфорированию стены медной трубы, фитинга либо обеих частей соединения.
к меню ↑
9.5 Аннотация пайки: сборка медного узлаВоткнуть концевую часть медной трубы вовнутрь чашечки фитинга. Убедиться в плотном прилегании торца медной трубы к основанию чашечки фитинга.
Вращательным движением провернуть медную трубу на четверть-половину оборота, что обеспечит равномерное покрытие внутреннего сектора флюсом.
Удалить избытки флюса с внешней поверхности медной трубы и фитинга при помощи технической ветоши. Зафиксировать медную трубу и фитинг в сборе, обеспечивая тем равномерное капиллярное место по окружности соединения.
 Соединительный узел на базе девайсов деталей трубы и фитинга собирается в единое целое. Медную трубу немного проворачивают в чаше фитинга, избытки флюса снимают ветошью Равномерность капиллярного места обеспечит высококачественное капиллярное течение расплавленного припоя. Следует держать в голове, лишний зазор стыка приводит к растрескиванию припоя в критериях напряжения либо вибрации. Изготовленное соединение практически готово к пайке. Процесс пайки рекомендуется провести, не откладывая на длительное время.
Соединительный узел на базе девайсов деталей трубы и фитинга собирается в единое целое. Медную трубу немного проворачивают в чаше фитинга, избытки флюса снимают ветошью Равномерность капиллярного места обеспечит высококачественное капиллярное течение расплавленного припоя. Следует держать в голове, лишний зазор стыка приводит к растрескиванию припоя в критериях напряжения либо вибрации. Изготовленное соединение практически готово к пайке. Процесс пайки рекомендуется провести, не откладывая на длительное время.
к меню ↑
9.6 Аннотация пайки: нагрев узла медного соединенияПри работе с открытым пламенем, высочайшими температурами и легковоспламеняющимися газами нужно следовать аннотации ANSI / AWS Z49.1 и аналогичной. Нагрев собранного узла делают пламенем газовой горелки, направленным перпендикулярного по отношению к медной трубе.
Медная труба отводит изначальное тепло на чашечку фитинга, тепло умеренно распределяется по всей области соединительного узла. Степень подготовительного нагрева находится в зависимости от размера собранного узла.
Подготовительный нагрев узла делают равномерной проводкой пламени горелки по всей окружности медной трубы, с целью заслуги соответствующей температуры для полной области соединения.
 Процедура подготовительного нагрева соединяемых деталей узла имеет свои особенности. А именно, нагрев осуществляется от нижней части к верхней с упором конкретно на нижнюю область Выполняя соединения горизонтального монтажа, следует избегать конкретного подготовительного нагрева высшей части узла. Такая техника поможет избежать пригорания флюса.
Процедура подготовительного нагрева соединяемых деталей узла имеет свои особенности. А именно, нагрев осуществляется от нижней части к верхней с упором конкретно на нижнюю область Выполняя соединения горизонтального монтажа, следует избегать конкретного подготовительного нагрева высшей части узла. Такая техника поможет избежать пригорания флюса.
Естественная тенденция увеличения температуры обеспечит достаточный подготовительный нагрев высшей части сборки. Потом пламя горелки перемещают на чашечку фитинга. Прикладывают пламя грелки попеременно к чашечке фитинга и медной трубе на расстоянии, равном глубине чаши фитинга.
Снова же, за ранее нагревая окружность узла, как описано выше при помощи горелки у основания установочной чашечки, временами контактируют прутом припоя с телом медной трубы. Нагрев продолжают до момента начала плавления припоя.
Недопустим перегрев соединения и направление пламени во внутреннюю лицевую область чашечки фитинга. Перегревом сжигается флюс, резко понижается эффективность пайки, припой не затекает в зазор соединения подабающим образом.
Когда припой начинает расплавляться в момент прикладывания к медной трубе, тепло горелки переводят в область основания «стакана» узла. Этот маневр увеличивает капиллярное действие на втягивание расплавленного припоя по направлению к источнику тепла.
 Вариант пайки трубы и фитинга средством инструмента с электронным нагревом. Так именуемая пайка электронным сопротивлением свойственна отсутствием открытого пламени Нагрев под пайку медного соединения, обычно, организуется с помощью воздушно-топливной горелки. Инструменты подобного рода действуют на ацетилене либо на сжиженном нефтяном газе (LP, LPG — Liquefied Petroleum Gas, MAP).
Вариант пайки трубы и фитинга средством инструмента с электронным нагревом. Так именуемая пайка электронным сопротивлением свойственна отсутствием открытого пламени Нагрев под пайку медного соединения, обычно, организуется с помощью воздушно-топливной горелки. Инструменты подобного рода действуют на ацетилене либо на сжиженном нефтяном газе (LP, LPG — Liquefied Petroleum Gas, MAP).
Также допустимо использовать инструменты под пайку электронным сопротивлением. Контактная пайка сопротивлением на медных трубах работает на базе электродов и применяется в случае невозможности пайки открытым пламенем.
к меню ↑
9.7 Аннотация пайки: как использовать припой?Пайка соединений в горизонтальном положении, подразумевает исходную закладку припоя в точке несколько смещённой от центра нижнего сектора соединения.
Как припой начнёт плавиться при контакте с нагретыми поверхностями медной трубы и фитинга, следует навести прут припоя конкретно в щель зазора соединения.
 Предпосылкой плохого соединения 2-ух деталей в большинстве случаев становится спешка, потому необходимо не забывать держать под контролем кромки изделия на отсутствие сторонних маленьких предметов, которые могут образоваться после резки.
Предпосылкой плохого соединения 2-ух деталей в большинстве случаев становится спешка, потому необходимо не забывать держать под контролем кромки изделия на отсутствие сторонних маленьких предметов, которые могут образоваться после резки.
При нанесении флюса принципиально стараться не пропустить ни 1-го мельчайшего участка поверхности, ведь хоть какой недостаток может стать предпосылкой отвратительного контакта.
Если какой-либо участок поверхности будет слабо прогрет, это приведёт к слабенькому сплавлению 2-ух металлов. Перегрев может привести к сгоранию флюса и образованию окалины либо окиси на месте пайки, что оказывает влияние на её надёжность.
к меню ↑
12 Главные ошибки допускаемые при пайкеГлавные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно высококачественная обработка соединений. При нанесении припоя образуются пустоты, нарушающие плотность и крепкость соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Неверный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (зависимо от поперечника соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сходу кристаллизуется, что не позволяет заполнить зазор меж соединяемыми элементами. Другой ошибкой является лишний нагрев труб, что содействует выгоранию флюса и образованию окалины.
- Нанесение недостающего количества флюса, которого не хватает для чистки поверхностей от окислов. При внедрении припоя появляется соединение недостаточной ширины, пропускающее воду либо газ в процессе использования.
- Попытка проверки полосы соединения до конечной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка будет нужно удалить припой, а потом соединить детали поновой.
- Нарушение правил техники безопасности.
к меню ↑
13 Техника безопасностиПотому что паяльные работы проходят с внедрением высочайшего нагрева, нужно строго все операции делать в защитных перчатках.
Наличие небезопасных хим испарений может привести к поражению органов дыхания, потому работы необходимо проводить в отлично вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особенной трудности. Более тщательно скажет о пайке медных проводов видеоурок, который можно поглядеть на многих веб-сайтах веба.
к меню ↑
14 Меры предосторожностиПри сварке медных труб важным является соблюдение правил безопасности:
- все работы проводятся в специальной одежке и перчатках, также не помешает одеть особые очки, чтоб не было попадания искры на кожные покровы и слизистую;
- газовой горелкой необходимо работать аккуратненько и непременно давать агрегату остыть, в ином случае инструмент перегреется и придет в негодность;
- в случае если допущена ошибка в процессе сварки, у спеца есть только несколько секунд, чтоб поправить ошибку до застывания материалов, потому что распаять назад будет проблематично;
- чтоб спайка прошла в неопасных критериях, заблаговременно проверьте отключение действующей системы газоснабжения, отопления либо водопровода.
При соблюдении технологии пайки и сварки, приобретенный итог не будет тревожить в протяжении многих лет.
Читайте так же:

Медные трубы для отопления: особенности, преимущества и недостатки, популярные производители

Пайка радиаторов охлаждения автомобилей: медных, алюминиевых, латунных

Соединение металлопластиковых труб: виды, как правильно соединять между собой

Использование полиэтиленовых труб в системах теплого пола

Особенности труб из сшитого полиэтилена Рехау

Охладитель для самогонного аппарата своими руками: фото и видео инструкция
Категории
Случайное

Как самому создать интернет магазин.

Как правильно выбрать мобильный телефон

Как правильно написать рекламный
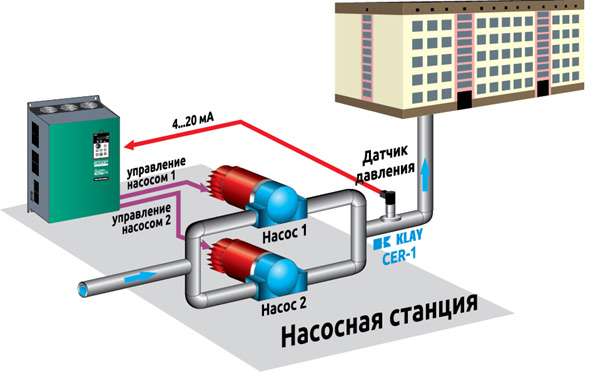
Частотный преобразователь для насоса: